The emphasis on sustainability over the past 10 to 15 years has brought about the introduction of many new technologies. Some of these technologies have been introduced to the Australian market from overseas where they have been used for many years, whilst others have followed R&D into alternative materials.
High-efficiency technologies benefit the current owners/occupants of buildings, the environment and future generations.
There are two categories of relatively ‘new’ technology that have introduced some challenges from a water perspective. These challenges can be overcome, but it’s important that designers, installers and maintenance personnel are aware that it’s not a case of ‘business as usual’.
High-Efficiency Boilers
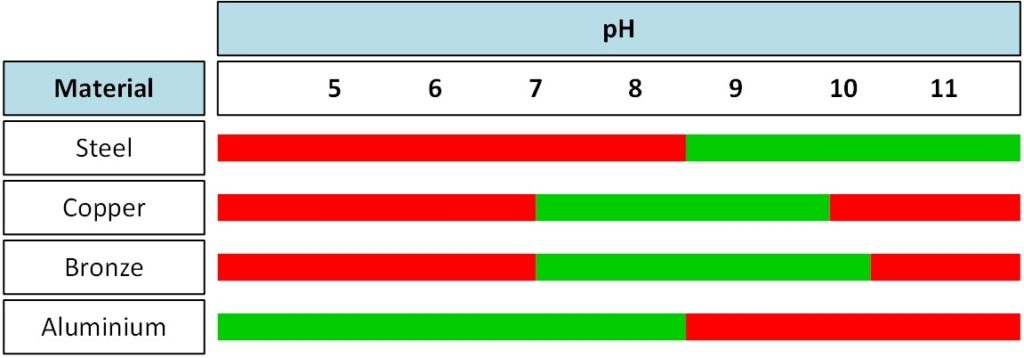
Traditionally, heating hot water boilers have been constructed with steel heat exchangers. Steel heat exchangers align with the metals contained in most closed loop water systems – steel, copper and yellow metals. All of these metals prefer a high (alkaline) pH environment.
In the past 5-6 years, high-efficiency boilers with aluminium heat exchangers have been introduced to the Australian market.
The challenge associated with aluminium is that it prefers a neutral pH. This is not an issue if the aluminium is isolated within a system. However, the aluminium boiler is usually plumbed into a system that includes steel, copper and yellow metals. As you can see, the challenge is that the aluminium boiler prefers a neutral pH and the remainder of the system prefers a high pH (alkaline).
Running an aluminium boiler within an alkaline environment is likely to result in failure (that is, water leaks) within 4-8 weeks.
Some high-efficiency boilers utilise stainless steel heat exchangers. Although stainless steel has a reputation for being corrosion resistant, the reality is that it can suffer damage as a consequence of inappropriate water chemistry. In the case of stainless steel, high chloride levels (that’s “chloride” as in NaCl” not “chlorine” as in pool chlorine) at high temperatures results in stress corrosion cracking or pitting.
One of the main issues when these technologies were introduced into Australia was that there was little communication of the above challenge by the manufacturers/distributors. There were also many instances where the maintenance contractors were not made aware of the aluminium or stainless steel components. The manufacturer’s brand is not necessarily indicative and, often, you can’t assess the metallurgy from the outside of the unit.
Chilled Beams
Chilled beams started to be used more frequently in the Australian market in the early 2000’s. They were introduced from Europe where they have been utilised for many years.
The challenge with chilled beams is similar to that of aluminium boilers. The specifications state that the systems are composed of aluminium, copper and solder and must be treated at a neutral pH.
The other challenge with chilled beams is that the internal pipe diameters are relatively small. Often, upwards of 50 chilled beams will be installed on one floor. As a result of the number of chilled beams and narrow pipe diameter, water velocity through the pipework can be extremely low.
Whereas with a “normal” system, water velocities are often relatively high and will mobilise sediments, chilled beams have a tendency to collect sediments. This can lead to inefficient operation and failure of the systems.
Pre-Clean
On many occasions, specifications will require a pre-clean alkaline flush. This makes perfect sense in the case of steel/copper systems, as the alkaline flush will pick up any swarf, oil, grease and corrosion product.
However, an alkaline flush is sometimes specified on systems that incorporate a condensing boiler with an aluminium heat exchanger or chilled beams. If such a process is carried out on a system that contains such equipment, the clean is likely to cause failure of components.
A traditional alkaline flush should never be carried out on a system that contains aluminium and/or solder.
Maintenance – Cost Considerations
A system containing aluminium or solder components requires a water treatment corrosion inhibitor dosed at 10 times the concentration of traditional steel/copper inhibitors. Furthermore, the available aluminium inhibitor products on the market are around 400% more expensive than traditional products.
Designers and installers need to be aware that the chemical treatment costs of aluminium heat exchangers with condensing hot water boilers are approximately 30 to 40 times higher than traditional treatment. On some large retrofit projects, we have seen 40,000L systems with a chemical treatment cost in excess of $10,000.
This situation is exacerbated by the fact that many of the aluminium inhibitors on the market actually deteriorate over time. As a consequence, it is necessary to re-dose the full volume of chemical every 12 months. By comparison, inhibitors used in steel/copper systems are relatively stable.
As stated at the outset, new technologies and materials are a benefit to all of us and future generations. We just need to make sure that everyone who is asked to install and maintain these systems is aware of the differences between what was “normal” 10 years ago.